-
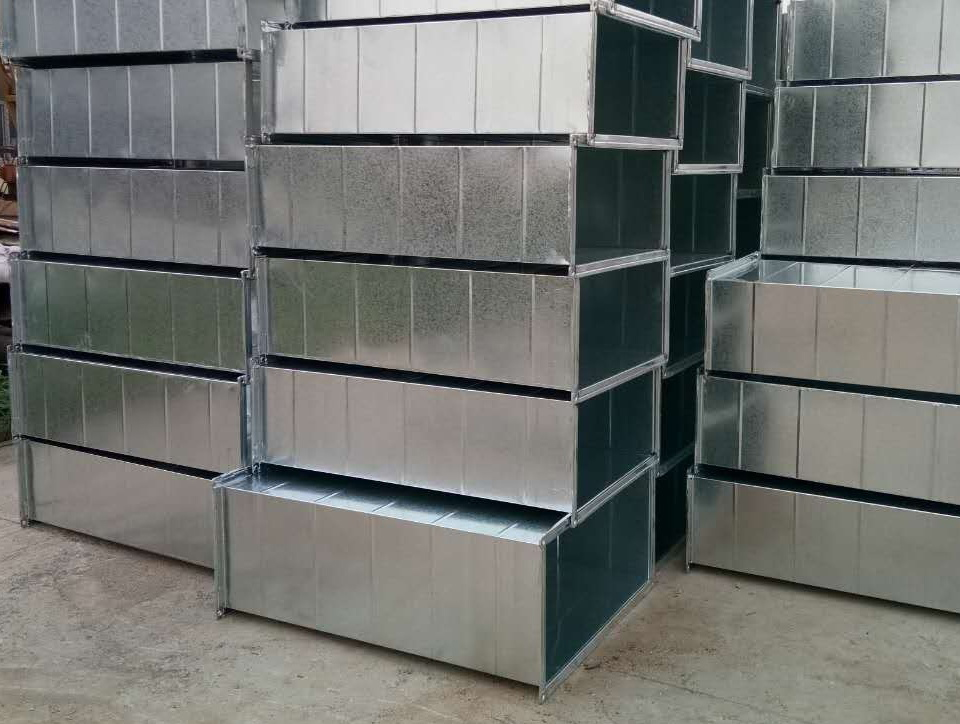
安徽不锈钢通风管道
产品分(fēn)类:矩形风管
产品规格:
产品价格:¥元
订購(gòu)热線(xiàn):18225839476

不锈钢通风管道是指横截面為(wèi)矩形、方形的中空金属型材,应用(yòng)于建筑,机械制造, 造船,五金,钢结构工程等行业。
不锈钢通风管道工艺要求
1.矩形直管必须在专用(yòng)优良流水線(xiàn)上进行制作,以确保风管制作精度及风管的密闭性。
2.矩形风管配件的下料应在优良专用(yòng)机器上运用(yòng)计算机软件全自动化完成,并由优良的钣金专用(yòng)等离子切割机上完成自动等离子切割工序。
3.矩形风管的咬口连接应采用(yòng)优良自动咬合器进行咬合工艺。
4.矩形风管管體(tǐ)与插接法兰间的连接应采用(yòng)无铆钉连接工艺,运用(yòng)优良设备进行无铆钉连接工艺。
5.矩形风管的连接法兰应采用(yòng)连板法兰及插接法兰连接工艺,风管大边边長(cháng)小(xiǎo)于或等于2000mm时应采用(yòng)共板法兰连接形式,风管大边边長(cháng)大于2000mm和小(xiǎo)于等于2500mm时应采用(yòng)插接法兰连接形式,矩形风管应机械压制加强筋,其加强筋间距為(wèi)300mm左右。
加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单線(xiàn)图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子長(cháng)短合理(lǐ)排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整體(tǐ)排料再下料,严格控制管子的用(yòng)量,对100mm以上的切割余量不能(néng)作為(wèi)废料处理(lǐ),应按材质登记保管以便备用(yòng)。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有(yǒu)标识。材料标识要求见附表四。
⑷、不锈钢管材必须用(yòng)机械或等离子切割,其余管材可(kě)用(yòng)火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物(wù)、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用(yòng)V型,高压管道采用(yòng)YV(双V)型坡口,坡口加工应平整,不得有(yǒu)裂纹、重皮、毛刺和氧化铁等,用(yòng)角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具體(tǐ)坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等清除干净,用(yòng)钢丝刷或拖布将管内杂物(wù)清除。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物(wù)进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全長(cháng)允许偏差小(xiǎo)于10mm。当管子公称直径小(xiǎo)于100mm时,允许偏差值α為(wèi)1mm;当管子公称直径大或等于100mm时,允许偏差值α為(wèi)2mm;但全長(cháng)的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管線(xiàn)号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理(lǐ)干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有(yǒu)管口在安装前必须封闭,确保预制管道进入现场100%封堵。
7、等厚管道对接焊口的组对应做到内壁齐平,内壁错边量不宜超过壁厚的10%,且不大于2毫米。
8、不等厚管道组成件组对时,当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小(xiǎo)于150mm,DN<150mm不小(xiǎo)于管外径;
纵焊缝最近点间距应大于等于5倍管子壁厚;
支管开孔距主管环焊缝或纵焊缝的最近点间距不小(xiǎo)于3倍主管壁厚。
10、当耳柱、支架焊接在管子上时,支架或耳柱焊口不应穿越管子或管件焊口。
11、焊接组对时的点固焊及固定卡具焊缝的焊接,要求同正式焊接。
12、拆除固定卡具时,禁止用(yòng)榔头直接敲掉,应用(yòng)砂轮机或气焊火焰去掉,火焰切割仅限于焊缝外层。与母材接触部分(fēn)用(yòng)砂轮机打磨去除,若有(yǒu)缺陷应作渗透检验合格后修补。
13、焊缝表面不得有(yǒu)裂纹、焊缝不得有(yǒu)未熔合、根部未焊透等缺陷,咬边深度不大于0.5mm,在任何一段连续為(wèi)300mm長(cháng)焊缝中不大于50mm,焊缝表面不得有(yǒu)局部密集气孔、单个气孔和夹渣。
14、焊接完成后应及时清除焊缝表面的渣皮、飞溅,并对管道焊缝表面质量进行自检。
15、不锈钢风管、配件焊接接头焊后应进行酸洗与钝化处理(lǐ),用(yòng)不锈钢专用(yòng)酸洗钝化液(膏)处理(lǐ)不锈钢接头表面,清除焊接时产生的氧化物(wù)。